
The vintage bulb atomizers are a paradox of “elegance” and “technicality” in the perfume packaging industry. While it imparts high emotional value and brand recognition, its complex structure—involving silicone/rubber bladders, metal nozzles, one-way valves, fabric braided mesh, dip tubes, and rotary locking mechanisms—means failure risks lurk at every stage from mold development to post-sales use.
This article provides an in-depth exploration of potential issues across the entire industry chain and offers targeted prevention and resolution strategies.
Before diving deep into the supply chain and technical nuances of high-end fragrance packaging, it is crucial to speak the industry language. Understanding core concepts—from the precision of a bulb atomizer to the electroplating standards of Zinc Alloy—is the foundation of efficient collaboration. For a comprehensive refresher, we recommend starting with our Complete Guide to Perfume Packaging Terms & Glossary to better navigate the technical sections of this article.
I. Mold Design Stage: Precision as the Foundation of Sealing
The mold is the “DNA” of packaging quality. Due to the complex switching between air and liquid paths, bulb atomizers demand extreme mold precision.
1. Potential Issues
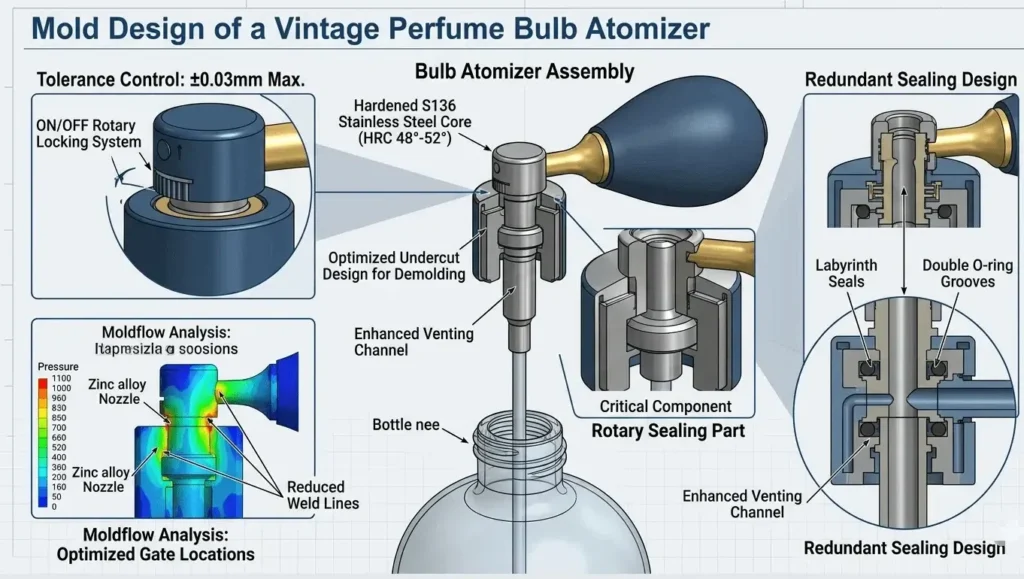
- Tolerance Failure: The core of the bulb atomizer lies in the “ON/OFF” rotary locking system. If the mold fit tolerance exceeds ±0.03mm, it results in a stiff rotation or improper locking, causing leakage.
- Venting Defects: Nozzles are often made of zinc alloy or precision plastic. Poor mold venting causes flow marks or shadows on the surface, which lead to blistering or peeling after electroplating.
- Undercut and Demolding Damage: Improper undercut design at the bulb interface can tear the sealing seat during demolding.
2. Prevention & Solutions
- High-Precision Moldflow Analysis: Conduct a comprehensive CAE moldflow analysis before development to optimize gate locations and reduce weld lines.
- Hardening of Critical Components: Use high-grade stainless steel (e.g., S136) for rotary sealing parts with heat treatment (HRC 48°-52°) to ensure dimensional stability during mass production.
- Redundant Sealing Design: Incorporate “labyrinth seals” or double O-ring grooves to lower leakage risks through structural redundancy.
II. Material Selection: Physical Stability & Chemical Compatibility
The primary risk stems from the long-term erosion of materials by perfume ingredients (alcohol and essences).
1. Potential Issues
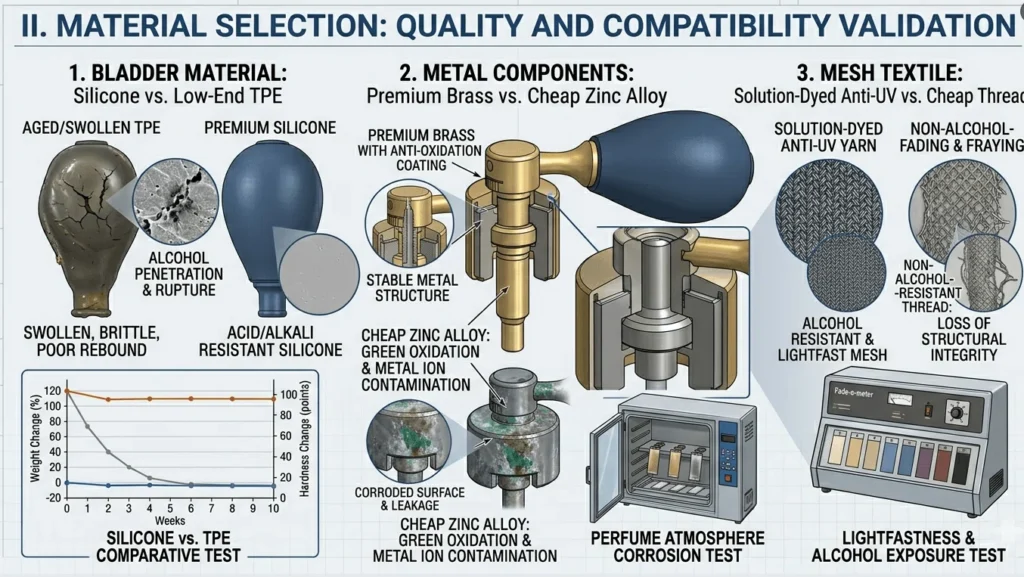
- Bladder Aging: Using natural rubber or low-end TPE leads to swelling, brittleness, or stickiness under alcohol penetration, resulting in poor rebound or rupture.
- Metal Corrosion: Cheap zinc alloys or untreated copper oxidize (turning green) in perfume atmospheres, potentially contaminating the liquid with metal ions.
- Mesh Fraying/Fading: Non-alcohol-resistant threads fade or fray when accidental leakage occurs.
2. Prevention & Solutions
- Premium Acid/Alkali-Resistant Silicone: Use medical-grade silicone with high tear strength for the bladder, verified through rigorous alcohol-swelling tests.
- Compatibility Testing: Submerge materials in the client’s specific fragrance at 45°C for 4–8 weeks.
- Standard: Weight change < 5%, hardness change < 10 points, no significant change in fragrance color or scent.
- Anti-UV Thread: Use solution-dyed yarns for the mesh to ensure resistance to both alcohol and long-term retail lighting.
III. Production Process: Standardizing Semi-Manual Craftsmanship
Manual assembly (e.g., fitting the mesh, tying tassels) introduces human error as the largest variable.
1. Potential Issues
- Inconsistent Gluing: Uneven adhesive at the bladder-metal interface causes air leaks (insufficient pressure to spray) or cosmetic contamination.
- Valve Misalignment: Reverse installation of internal steel balls or silicone flaps prevents suction or causes backflow.
- Contamination: Dust or lint in the valve body causes clogging or “stream-like” (non-mist) spray patterns.
2. Prevention & Solutions
- Automated Gluing & Inspection: Implement vision systems to monitor glue paths.
- 100% Airtightness Testing: Add vacuum/positive pressure stations at the end of the line using precision manometers to reject any units with micro-leaks.
- Cleanroom Control: Assemble critical components in a cleanroom environment and use ionized air to de-dust dip tubes and valve bodies.
Learn how the bulb atomizers work https://fragrancepackage.com/perfume-atomizer-bulb-how-to-work/
IV. Filling Process: Adaptation to Automated Lines
1. Potential Issues
- Improper Capping Torque: Excessive pressure from automated cappers can crush the internal plastic support shaft; insufficient torque leads to bottle-neck leakage.
- Dip Tube Length Deviations: Tubes that are too short won’t reach the bottom; tubes that are too long bend excessively, potentially tilting the pump head.
2. Prevention & Solutions
- Defined Torque Standards: Set precise torque values (typically 0.6-1.0 N·m) based on bottle material and conduct torque checks every 2 hours.
- Customized Tube Cutting: Use automated cutters with V-shaped notches to control length error within pm0.5 mm.
When discussing mold tolerances and material compatibility, highly specialized concepts like “sealing seats” or “inner liner swelling” are frequently referenced. To maintain the flow of this analysis, we suggest bookmarking our Industry Glossary as a quick reference whenever you encounter unfamiliar technical abbreviations or terminology in the sections below.
V. Logistics: Pressure Differentials & Physical Impact
Due to the semi-open structure, air transport is a high-risk period for leakage.
1. Potential Issues
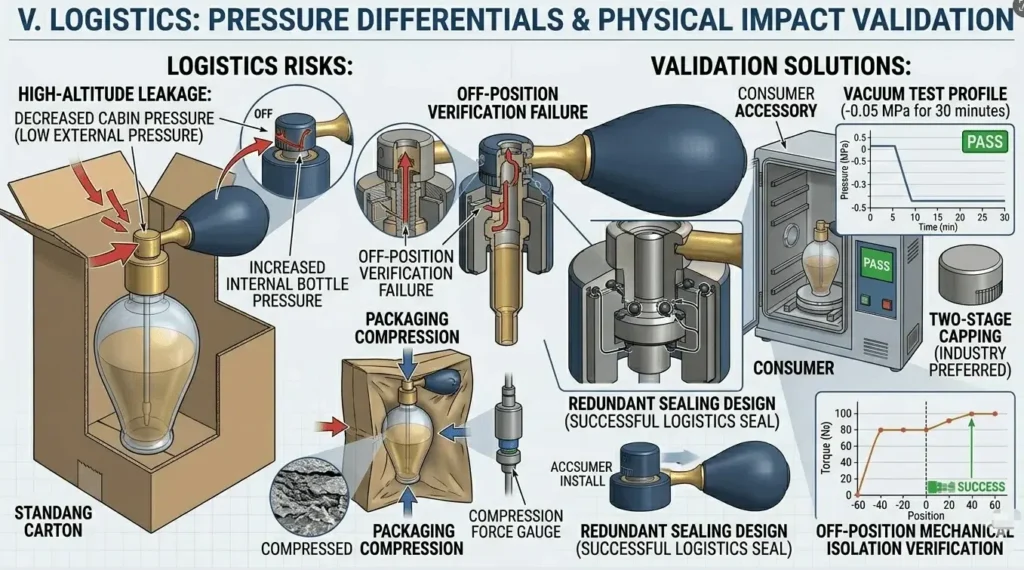
- High-Altitude Leakage: Decreased cabin pressure forces perfume into the air path.
- Packaging Compression: Accidental pressure on the bulb inside the box simulates a manual squeeze, ejecting perfume.
2. Prevention & Solutions
- Two-Stage Capping (Industry Preferred): Ship the bottle with a standard sealing cap; place the bulb atomizer as an accessory in the box for the consumer to install.
- Vacuum Simulation Testing: Packages must pass IATA standards, maintaining no leakage at -0.05 MPa for 30 minutes.
- OFF-Position Verification: Ensure the mechanical lock physically isolates the liquid path when in the “OFF” position.
VI. Market & Complaints: Fast Feedback on Terminal Pain Points
1. Complaints & Root Causes
- Evaporation: The atomizer isn’t a 100% hermetic seal.
- Solution: Emphasize “Lock after use” in manuals and training. Add a tactile “click” feedback to the lock design.
- No Rebound: Clogged air intake in the one-way valve.
- Solution: Optimize intake diameter and advise against storage in dusty areas.
- Dirty Mesh: Caused by skin oils or minor leaks.
- Solution: Apply hydrophobic/oleophobic (Teflon-style) coatings to the threads.
VII. Conclusion: Shifting from Reactive Repair to Proactive Prevention
High-quality bulb atomizers require Front-Loaded Management:
- Design Proactivity: Bypass leak risks through structural design at the mold stage.
- Testing Proactivity: Conduct compatibility tests during the design phase, not after mass production.
- Standard Proactivity: Provide filling plants with clear “Assembly and Torque Manuals.”
Professional FAQ: Vintage Bulb Atomizers
A: This is usually due to the pressure differential. When cabin pressure drops, the internal pressure of the bottle pushes the liquid through the dip tube. Solution: Use a “Two-Stage” shipping method (seal cap for transport, atomizer as an accessory) or ensure the rotary lock is in the “OFF” position and has passed a $-0.05$ MPa vacuum test.
A: Yes. This is typically a material compatibility failure where the alcohol has reacted with low-grade rubber/TPE. Prevention: Always specify medical-grade silicone for the internal bladder and perform a 4-week accelerated aging test at 45°C with the fragrance.
A: Bulb atomizers are inherently more prone to evaporation than standard crimp pumps. To mitigate this, ensure the mold for the ON/OFF valve has a tolerance of $\pm0.02$ mm and use high-shore hardness O-rings to create a physical barrier when locked.
A: This is often caused by insufficient air pressure. Possible reasons include a micro-leak at the bulb-to-metal connection or a malfunctioning one-way valve. Solution: Implement 100% airtightness testing during production and ensure the bulb volume is properly matched to the nozzle orifice size.
A: If the silk is made of natural fibers without treatment, it may absorb moisture or react with alcohol. Solution: Use solution-dyed synthetic yarns (like Nylon or Polyester) with a nano-protective coating to ensure colorfastness and resistance to oils and alcohol.
Mastering the intricate details of a bulb atomizer is just one facet of luxury fragrance packaging. As material science evolves, new standards and terms continue to emerge. We encourage you to bookmark our Complete Guide to Perfume Packaging Terms & Glossary—it serves as a living encyclopedia to ensure you remain professionally ahead in all your future project communications.