
Technical Blueprint: Engineering High-Precision Molds for Luxury Fragrance Closures
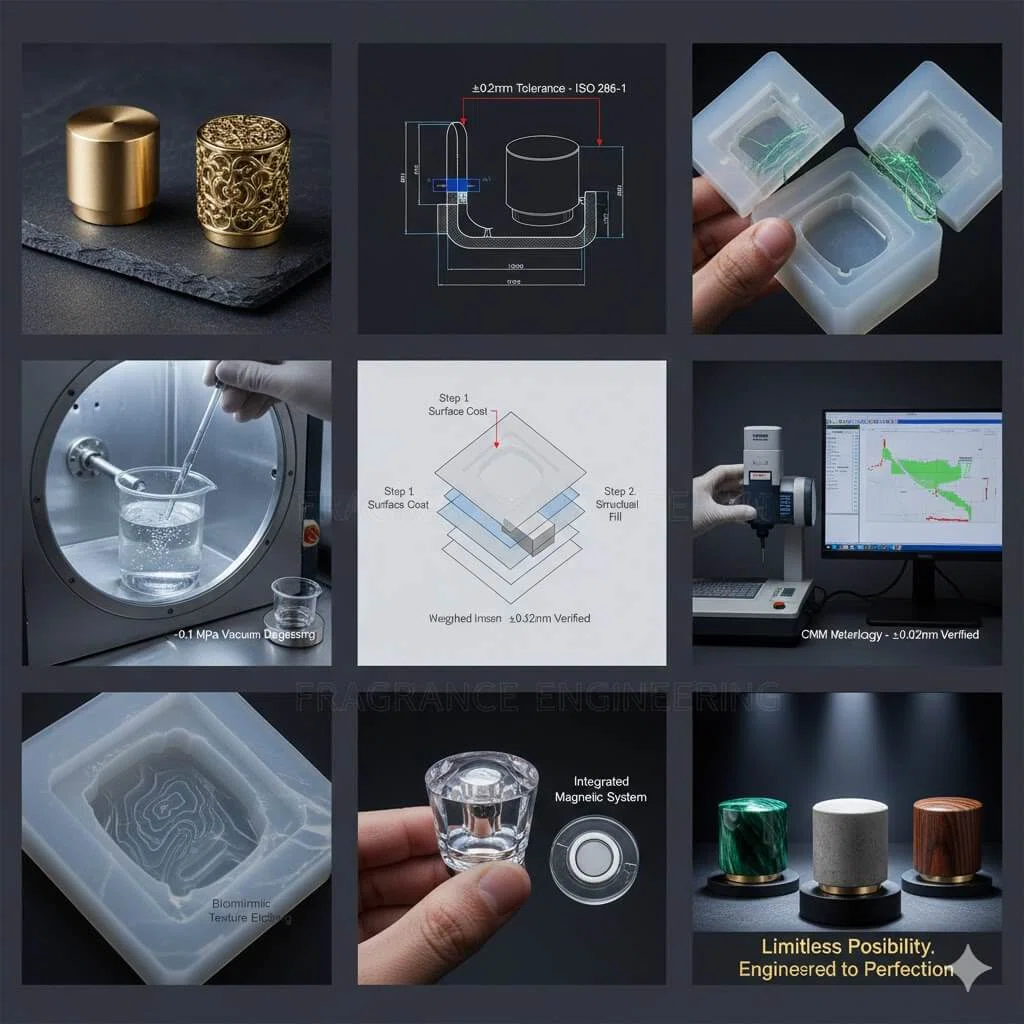
In the realm of high-end fragrance packaging, the cap is more than a functional closure; it is the tactile gateway to the brand’s identity. Achieving a flawless bespoke resin perfume cap requires a sophisticated mold development process. This guide explores how industrial-grade standards—specifically $\pm0.02\text{mm}$ tolerance control and biomimetic material technology—are integrated into mold manufacturing.
I. Digital Design & Prototyping: The Foundation of Precision
Digital simulation is critical for ensuring seamless assembly and tactile consistency before physical production begins.
1. CAD Modeling & Shrinkage Compensation
Unlike generic plastics, the polyurethane (PU) or polyester systems used in bespoke resin perfume caps experience a linear shrinkage of 0.5% – 1.2% during curing.
- Data Support: Per the Handbook of Plastics Analysis, non-uniform shrinkage compensation must be set based on specific resin viscosity and exothermic reaction curves.
- Tolerance Allocation: Critical dimensions for the inner cap housing must strictly adhere to ISO 286-1 (H7/g6 fit). This ensures the precise “damping” effect required for a luxury opening experience.
2. High-Precision Master Patterns
- SLA Technology: We utilize industrial-grade Stereolithography with a 25-micron layer resolution to produce the Master Pattern.
- Surface Finishing: Patterns are manually polished to an A1 Grade (SPI Standard) mirror finish or etched to specific VDI 3400 textures to replicate metallic brushed effects or mineral micropores.

II. Silicone Selection & Chemistry: Ensuring Mass Production Stability
The choice of mold material dictates both the lifespan of the tool and the fidelity of the intricate textures.
1. Platinum-Cure Silicone Systems
For high-end bespoke projects, we bypass standard condensation-cure silicones in favor of Platinum-Catalyzed Addition-Cure systems. According to Dow Corning technical datasheets, platinum silicone exhibits a linear shrinkage rate of < 0.1%, preserving the dimensional integrity of the mold cavity over multiple cycles.
2. Durometer Management (Shore A Hardness)
- External Molds: A Shore A 35 silicone provides the structural rigidity needed to prevent gravitational deformation during resin pouring.
- Undercut Structures: For complex 3D filigree, a localized Shore A 20 silicone is used. Its high elongation at break (>400%) allows for non-destructive demolding of intricate designs.
3. Chemical Compatibility testing
Molds undergo rigorous resistance testing against monomers to prevent “inhibition” or surface whitening, significantly extending the mold’s production life.

III. Mold Structural Engineering: Invisible Craftsmanship
1. Parting Line Strategy
In bespoke resin perfume cap manufacturing, visible parting lines are a mark of low quality. We utilize 0.3mm stepped offsets at the base or “monoblock” overmolding designs to relegate parting lines to non-visual zones.
2. Vacuum Pressure Venting & Gating
We engineer 0.015mm micro-vents to ensure complete resin penetration into 3D embossed areas during vacuum infusion. This prevents air entrapment and the formation of microscopic voids.
3. Modular Inserts
Our tools utilize a modular insert system. A single master mold can be fitted with different core inserts to accommodate various Clip Collar specifications, providing unmatched production flexibility for different bottle neck sizes.
IV. Standard Operating Procedure (SOP): The Molding Process
- Step 1: Alignment: Laser levels are used to calibrate the verticality of the Master Pattern, ensuring wall thickness deviation is kept < 0.05mm.
- Step 2: Degassing: Two-stage degassing is performed in a -0.1 MPa (29 inHg) vacuum chamber to eliminate micro-bubbles that compromise mold longevity.
- Step 3: Segmented Pouring: For high-detail textures, a “face-coat” is applied first to capture fine details, followed by the structural fill to ensure 100% fidelity.
- Step 4: Post-Cure Thermal Treatment: Molds are cured in a stabilized 60°C oven for 4-6 hours to increase physical cross-link density and tear strength.

V. Quality Control & Metrology: The Data of Luxury
1. CMM Inspection
Using Hexagon or Zeiss Coordinate Measuring Machines (CMM), we perform multi-point sampling of the mold cavity to verify that geometric tolerances meet the elite $\pm0.02\text{mm}$ threshold.
2. First Article Inspection (FAI) & Pull Force Testing
We measure the pull force of the initial resin samples. For standard nylon clip fitments, the pull force is typically tuned between 8N and 12N, providing the ideal haptic feedback during use.
3. Fatigue Monitoring
Molds are inspected every 50 cycles. We strictly adhere to a “End-of-Life” protocol to ensure that the 5,000th unit possesses the same texture crispness as the first.
VI. Biomimetic & Specialized Molding Techniques
- Natural Texture Replication: Chemical etching or laser ablation on the mold surface allows us to simulate the organic, random veining of marble.
- Magnetic Integration: Magnets are precisely positioned during the molding stage with a $\pm0.01\text{mm}$ tolerance, ensuring a perfectly centered and uniform magnetic pull.
- Flow Control: In marbling or multi-color resin production, we use internal mold baffles to direct flow patterns, ensuring every bespoke resin perfume cap is a unique piece of art.

VII. FAQ: Top 10 Questions on Bespoke Resin Perfume Cap Tooling
Q1: What is the typical lifespan of a resin cap mold?
A: Silicone tools are considered “soft tooling.” Their lifespan typically ranges from 50 to 100 cycles before a new mold must be cast from the Master Pattern to maintain precision.
Q2: How do you ensure the resin cap perfectly fits the Clip Collar on the bottle?
A: This is achieved through our $\pm0.02\text{mm}$ tolerance control and the use of high-grade POM (Polyoxymethylene) inner cores, which provide a constant friction coefficient.
Q3: Can a resin perfume cap replicate the weight of metal?
A: Yes. We integrate high-density internal weights or add mineral powders to the resin matrix to achieve a “hand-heavy” luxury feel.
Q4: Why does the surface of some fragrance resin caps appear oily?
A: This is usually due to low-quality release agents. High-end production utilizes “In-Mold” technology or medical-grade release agents that leave no residue.
Q5: Can resin molds handle intricate 3D filigree?
A: Absolutely. Because of vacuum infusion, resin can fill details at the micron level—details that are often impossible to achieve with traditional metal molds.
Q6: What is the typical lead time for custom tooling?
A: From CAD finalization to First Article Inspection, the process usually takes 10 to 15 business days.
Q7: Will resin caps crack when they come into contact with alcohol?
A: Not if they are engineered correctly. By using ASTM D543 compliant resins and eliminating internal molding stress, cracking is entirely preventable.
Q8: How do you solve color deviation in mass production?
A: We use an automated spectrophotometer matching against Pantone standards, keeping the color deviation $\Delta E$ below 1.0.
Q9: Will magnets in magnetic caps fall out over time?
A: No. We use secondary overmolding or high-precision mechanical interference fitment ($\pm0.01\text{mm}$) to ensure magnets are permanently encased.
Q10: Can I see a prototype before the final mold is made?
A: Yes. We typically provide an industrial SLA 3D print for the brand to confirm visual proportions and aesthetics before proceeding to silicone tooling.